深入解析造紙機核心耗材!比較B式與C式刮刀規格,並揭密皺紋式刮刀NO1與NO2在生活用紙起皺工藝中的關鍵差異,助您精準選用。
在造紙機龐大的身軀中,有一項零件雖然體積不大,卻是消耗量最大、且直接決定輥輪壽命與紙張品質的關鍵角色:刮刀
對於經驗豐富的紙廠管理者來說,刮刀絕非只是「把髒東西刮掉」這麼簡單。
從濕部的脫水輥到幹部的烘缸氣動刮刀,再到生活用紙關鍵的楊克缸起皺,
每一把刮刀的角度、材質與加壓方式,都牽動著產線的穩定性。
本文將深入剖析現代化造紙廠必備的氣動式刮刀系統,並針對生活用紙業者最關心的皺紋式刮刀NO1與NO2進行技術比較,
同時提供標準型B式刮刀與C式刮刀的選用規格指南。
刮刀在造紙機上的關鍵角色:清潔與起皺的雙重奏
刮刀系統在造紙機上主要有兩大功能:
1. 輥面清潔: 清除輥輪表面的膠黏物、細小纖維與水膜,防止髒汙回貼到紙幅上造成破洞,同時保護輥面不被異物刮傷。
2. 紙幅剝離與起皺: 在楊克烘缸上,刮刀負責將紙張從缸面剝離,並透過撞擊產生皺紋,賦予衛生紙蓬鬆與柔軟的手感。
傳統的重錘式刮刀因壓力不可控,常導致輥輪出現「條痕」或「中高磨損」。
這也是為什麼現代化產線全面轉向氣動式刮刀的原因。

精準加壓的革命:氣動式刮刀與氣動刮刀夾具
要發揮刮刀的最佳效能,刀片本身固然重要,但背後的支撐系統:氣動刮刀夾具才是靈魂所在。
1. 氣動刮刀夾具的自動化優勢
傳統夾具依賴機械螺絲調整,容易因人為操作產生誤差。
氣動刮刀夾具利用內部的雙氣囊(加壓氣囊與抬刀氣囊)來控制運作。
1.1 柔性貼合: 氣囊能自動補償輥輪表面的微量跳動或磨損誤差,確保刀口在全幅寬上與輥面緊密貼合。
1.2 恆定線壓力: 透過控制台精準設定氣壓值,無論刀片磨損程度如何,
施加在輥面上的線壓力始終恆定。這能大幅延長刮刀壽命,並減少換刀頻率。
2. 氣動式刮刀的選用策略
搭配夾具使用的氣動式刮刀,其材質選擇(如碳纖維、玻璃纖維、環氧樹脂或不鏽鋼)需視安裝位置而定。
2.1 濕部(網部/壓榨): 建議選用耐磨且不傷網毯的複合材料。
2.2 幹部(烘缸/壓光): 需具備耐高溫與高硬度特性。
高溫區的挑戰:烘缸氣動刮刀的應用
造紙機的烘乾部是斷紙與紙病的好發區。這裡的溫度極高,且紙面上的膠料與填料容易在烘缸表面形成頑固的汙垢層。
烘缸氣動刮刀的設計重點在於「耐熱」與「擺動」。
1. 耐熱設計:夾具氣囊必須採用耐高溫橡膠(如氟橡膠),防止因熱老化導致漏氣失壓。
2. 擺動裝置:烘缸氣動刮刀通常配備擺動器,讓刀片左右移動。這有兩個目的:
一是防止髒汙在同一位置堆積形成條痕;
二是讓刀片磨損更均勻,避免刮傷昂貴的烘缸表面。

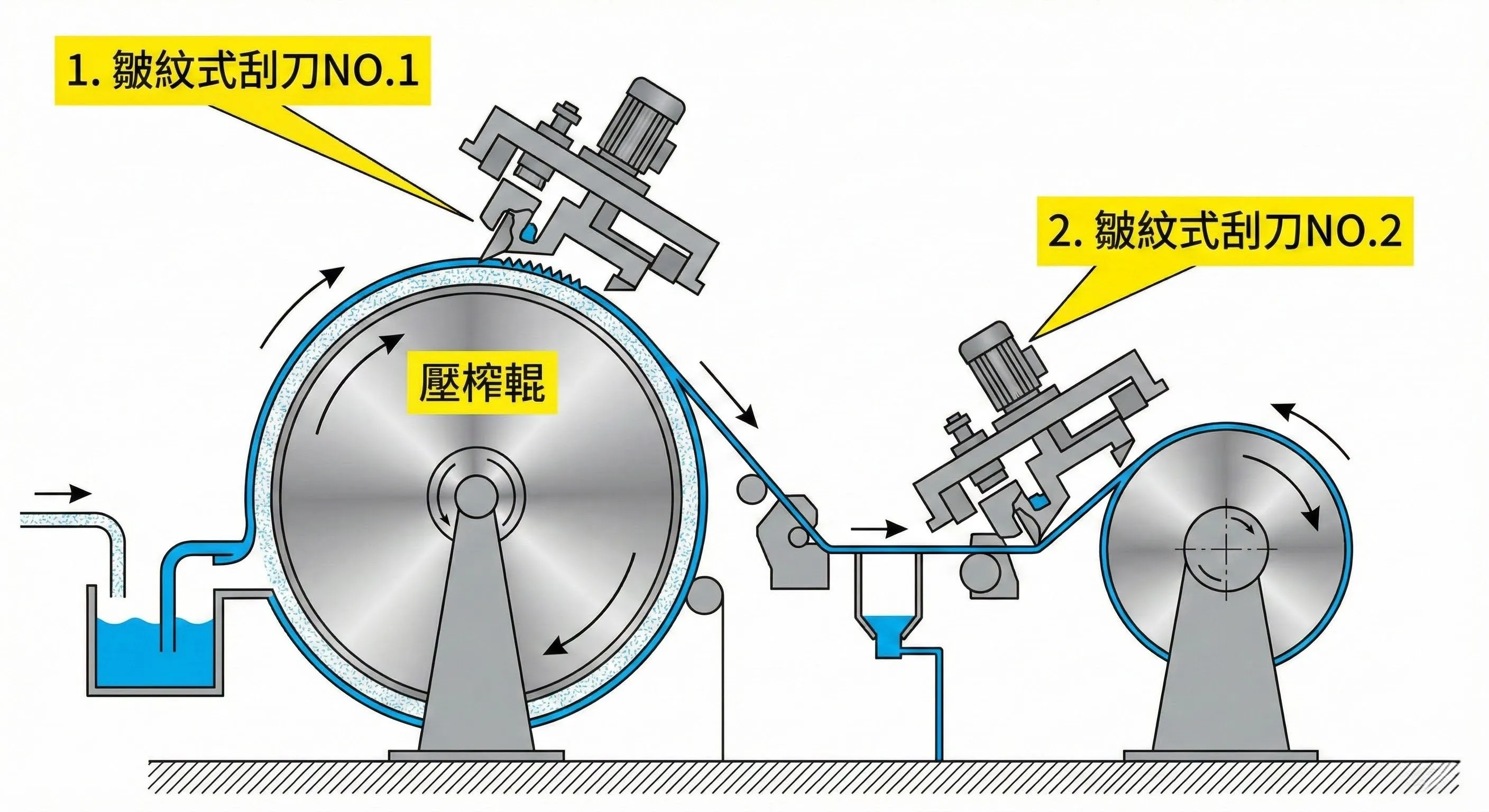
生活用紙專用:皺紋式刮刀NO1 與 NO2 的起皺差異
對於生產面紙、廁所紙的楊克機而言,起皺刮刀是決定產品手感的核心技術。
市面上常見的規格分為皺紋式刮刀NO1與皺紋式刮刀NO2,兩者在刀刃幾何與應用上有顯著差異。
1. 皺紋式刮刀NO1:追求極致手感
皺紋式刮刀NO1通常指的是專為「高頻率微皺紋」設計的刀片。
1.1 特點: 刀刃角度較小,且經過特殊的陶瓷或金屬噴塗硬化處理。
1.2 效果: 能產生非常細緻、緊密的皺紋結構。
這賦予了面紙極佳的絲絨般觸感與柔軟度,但相對的,紙張的蓬鬆度會略低一些。
1.3 適用: 高階面紙、擦手紙。
2. 皺紋式刮刀NO2:強化蓬鬆與吸水
皺紋式刮刀NO2則常用於需要較大皺紋結構的產品。
2.1 特點: 刀刃幾何設計更為強韌,衝擊角度較大。
2.2 效果: 產生的皺紋較粗曠,這使得紙張結構較為開放,大幅提升了紙張的厚度與吸水速度。
2.3 適用: 廁所用紙、廚房紙巾。
標準規格對決:B式刮刀 與 C式刮刀
在一般工業用紙或文化用紙的製程中,B式刮刀與C式刮刀是最常見的兩種標準規格。
它們主要區別在於尺寸與負載能力。
1. B式刮刀
1.1 規格特徵: 這是輕型至中型負載的標準規格。通常刀片寬度較窄(例如 75mm 或 3英吋),厚度較薄。
1.2 夾具配合: 適用於 K35 或類似規格的輕型夾具。
1.3 適用場景: 網部的導輥、壓榨部的毛毯輥等直徑較小、轉速較慢或髒汙負荷較輕的位置。
2. C式刮刀
2.1 規格特徵: 屬於重型負載規格。刀片寬度較寬(例如 100mm 或 4英吋以上),
厚度也隨之增加,以承受更高的線壓力與剪切力。
2.2 夾具配合: 必須搭配大型的氣動刮刀夾具。
2.3 適用場景: 石輥、壓光機、烘缸等大直徑、高車速且需要強力清潔的關鍵位置。
C式刮刀能提供更穩定的支撐剛性,避免刀片在高壓下變形震動。
耗材不只是成本,更是投資
一把優質的氣動式刮刀,能為您省下數百萬的輥輪研磨費用;
選對了皺紋式刮刀NO1或NO2,能讓您的衛生紙產品在市場上脫穎而出。
在採購刮刀系統時,切勿僅以單價作為考量。應綜合評估氣動刮刀夾具的控制精準度、
烘缸氣動刮刀的耐熱穩定性,以及B式刮刀與C式刮刀的規格適配性。
唯有將這些細節做到極致,才能確保造紙機在高速運轉下,依然保持高效、潔淨與高品質的產出。
FAQ
Q1:為什麼造紙廠應全面升級為「氣動式刮刀」系統,而非傳統重錘式?
A: 傳統重錘式刮刀壓力恆定性差,容易因輥輪跳動造成清潔死角或過度磨損。
氣動式刮刀搭配氣動刮刀夾具,利用柔性氣囊自動補償輥面誤差,能始終保持恆定的線壓力。
這不僅能大幅提升清潔效率,更能延長輥輪與刀片的壽命,減少停機維護成本,是現代化造紙機的標準配備。
Q2:在生活用紙生產中,「皺紋式刮刀NO1」與「NO2」該如何選擇?
A: 這取決於您對產品手感的定位。
皺紋式刮刀NO1通常設計用於產生細緻的微皺紋,適合追求絲滑柔軟觸感的高階面紙;
而皺紋式刮刀NO2的幾何設計能產生較粗曠的皺紋結構,
能賦予紙張更好的蓬鬆度與吸水性,較適合用於廁所用紙或廚房紙巾。
Q3:「B式刮刀」與「C式刮刀」的主要差別在哪裡?應用場景有何不同?
A: 兩者主要差異在於尺寸與負載能力。
B式刮刀通常較窄且薄,屬於輕中型負載規格,適用於網部導輥或毛毯輥等較不嚴苛的位置。
C式刮刀則較寬且厚,具備更高的剛性與負載力,專門用於石輥、壓光機或烘缸氣動刮刀系統...等
需要承受高線壓力與高轉速的關鍵重負荷區域。